در تابلوهای برق که دارای سطح جریان بالایی هستند از کابلکشی استفاده نمیکنند و بهجای آن از شینه کشی استفاده میکنند. شینه های تابلو برق طبق جریان استاندارد مشخصی تعیین میشوند. همینطور برای شینه کشی باید طبق اصول و قوانین خاصی پیش بروید که در ادامه اصول شینه بندی در صنعت تابلو برق بررسی خواهیم کرد. با فرنام الکتریک همراه باشید.
شینه چیست؟
شینه تابلو برق معمولا جنس مس بوده که در تابلوهای برق برای انتقال برق استفاده می شود. در ولتاژهای پایین از کابل و سیم رایج استفاده می شود. اما هنگامی که جریان مصرف کننده افزایش می یابد، به جای کابل از شینه مسی استفاده می کند. به همین دلیل زمانی که قصد خرید تابلو برق را دارید باید کاربرد شین یا کابل و همچنین حداکثر ولتاژ آن را بدانید.
شینه کشی در تابلو برق
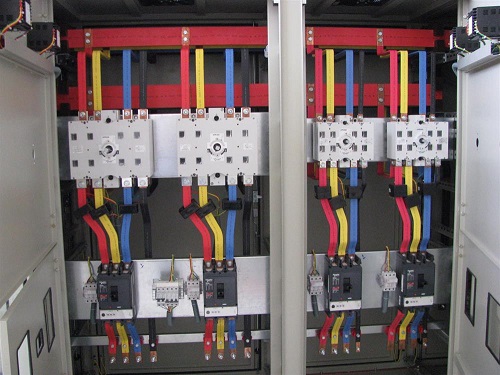
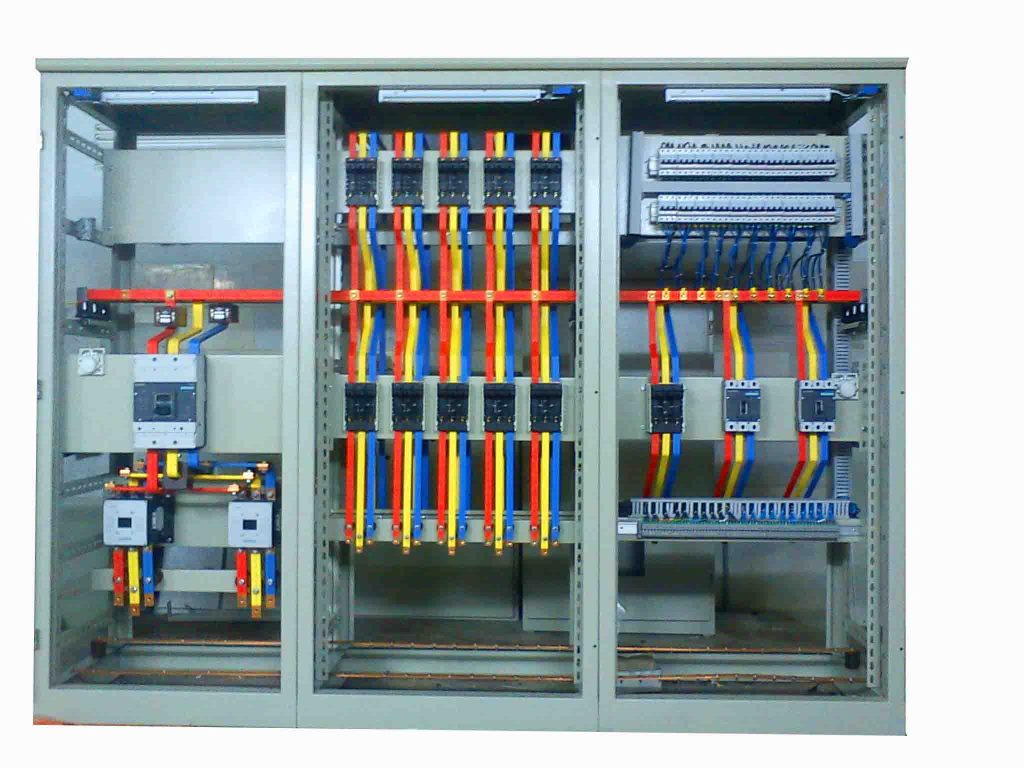
زمانی که تابلو برق ساخته می شود امکان مواجهه با شدت جریان بالایی در تابلو وجود دارد به همین دلیل نقشه کشی شینه روی تابلو انجام می شود.
بنابراین به دلیل حجم بالای سیم و کابل یا آمپر بالا، استفاده از سیم امکان پذیر نیست. معمولا در داخل هر تابلو برق سیم هایی با طول های کوتاه وجود دارد که امکان شکل دادن به آنها وجود دارد. در این صورت برای اتصال فیدرها باید از قطعه ای به نام شینه مسی استفاده شود. این شینه ها پس از نصب کاملاً در جای خود ثابت می مانند و مانند کابل ها در اثر گرما فرم آنها تغییر نمی کند و حتی در محل نصب خود حرکت نمی کنند.
اصولاً برای اتصال دو شینه به یکدیگر، شینه فرعی یا شینه که آمپر کمتری دارد، حداقل باید اندازه مربع با عرض یکسان سطح تماس را به شینه اصلی وصل کرد. طبق استاندارد 110 حداقل فاصله بین دو شینه ده برابر خواهد بود. به عبارت ساده تر، در هر فاز، فاصله بین یک باس دوبل و دو باس بعدی ده برابر است. به طور کلی فاصله بین دو شینه مختلف باید برابر با عرض شینه باشد.
چرا در تابلو برق شینه کشی می کنند
لازم به ذکر است که استفاده از کابل در جریان های بالاتر از 160 آمپر غیرممکن است به همین دلیل شینه بندی در بسیاری از پروژه های برق صنعتی بسیار حائز اهمیت است و نمی توان اهمیت آن را نادیده گرفت. میله اصلی یا آمپر شینه برای انشعاب سایر وسایل استفاده می شود. یعنی باید حدود 1.5 برابر آمپر کلید اصلی باشد، بنابراین معمولاً سوراخ های زیادی روی شینه اصلی به منظور انشعاب و اتصال به سایر شینه ها ایجاد می شود و سطح مقطع شینه کاهش می یابد.
مهمترین نکات درباره شینه بندی در صنعت تابلو برق
- جلوی افتادن خش بر روی سطح اتصال شمش، سمباده زدن و سنگ گرفتن بر روی پلیسه ها و ضایعات که در اثر سوراخکاری درست میشود را بگیرید. این مسئله باعث میشود که سطح اتصال شینه نامرتب شده و یکدستی آن از بین برود که درنتیجه این کار موجب اختلال درروند جریان شده، بهطوریکه جریان بهخوبی از آن عبور نمیکند و حرارت و گرمای زیادی را در آن نقطه ایجاد میکند.
- مکان وصل شدن دو شمش را با مادههای مخصوص از بین برنده چربی مثل تینر بهطور کامل تمیز کنید و سپس بر روی آنها از گریسهای خاص برای این کار استفاده کنید تا از مسائلی مثل سولفات شدن و ایجاد چربی بین دو شمش در طول زمان پیشگیری کنید.
- گوشههای تیز شینه ها که به دلیل برشکاری به وجود میآیند باید با سوهان تمیز و پرداخت شوند. گوشههای تیز همان بخشهایی هستند که موجب ایجاد قوس یا آرک الکتریکی میشوند.
تعیین ابعاد شینه بندی در صنعت تابلو برق
تعیین و حساب کردن ابعاد شینه کار راحت و ساده است و فقط کافی است تا با در نظر گرفتن جریان اسمی کلید، اندازه لازم شینه را با کمک جدولهای استاندارد انتخاب شینه مسی به دست آورید.
استانداردهای شینه بندی در صنعت تابلو برق
- برای وصل شدن کامل دو شینه به همدیگر، شینه فرعی یا همان شینه ای که دارای آمپر کمتری است باید بهاندازه سطح یک مربع بهاندازه همان شینه به باسبار متصل باشد.
- تعداد پیچ و سوراخهای برای وصل شدن کامل دو شمس یا شینه به همدیگر با باسبار حداقل باید ۸۰ عدد باشد.
- جریان لازم در باسبار یا همان شینه اصلی که برای انشعاب دیگر تجهیزات تعیین میشود باید حدود یک و نیم برابر جریان کلید اصلی باشد. علت این مسئله هم این است که در حالت عادی بر روی باسبار تعداد زیادی سوراخ برای انشعاب و متصل کردن دیگر شینه ها وجود دارد، به همین دلیل سوراخ کردن موجب کمتر شدن سطح مقطعی شینه میشود.
- زاویه خم شینه نباید کمتر از ۹۰ درجه باشد، چراکه در این بخش خمشده مولکولهای شینه مسی از هم دیگر جداشده و درنهایت مقاومت آنها بالاتر رفته و موجب کاهش جریان مجاز در آن بخش میشوند. به همین دلیل زاویه خم را بهتر است بالاتر از ۹۰ درجه تعیین کنید.
عوامل مهم در آرایش شینه ها
- میزان انعطافپذیری شینه برای کارکرد مورد انتظار
- میزان مهم بودن بار و وضعیت محیطی مانند رطوبت، دما، آلودگیهای محیطی و غیره
- بهصرفه بودن ازلحاظ قیمت و نحوه عملکرد
- وضعیت فنی
- ایجاد و حفظ امنیت نیروی کاری
- راحت بودن نحوه طراحی و تعبیه آن
- پیشبینی کردن میزان گسترش و آپدیت
اصول و قوانین رایج در شینه کشی در تابلو برق
شینه کشی در تابلو برق دارای اصول و قوانینی مانند زیر است:
- در موقع متصل کردن دو شینه به همدیگر دقت کنید که شینه ای که دارای کمترین آمپر است بهعنوان شینه فرعی مشخص میشود.
- زاویه خم شینه حتماً باید بیشتر از ۹۰ درجه باشد.
- در حالت معمول جریان از روی شینه عبور میکند درنتیجه هر شینه که سطح تماس بیشتری را داشته باشد به همان میزان جریان بیشتری را از خود عبور میدهد. در اصل هر شینه یا شمش که ظاهر مستطیلی دارد سطح تماس آن نیز مساوی محیط آن مستطیل است.
- برای وصل کردن شینه ها به همدیگر از تجهیزاتی به اسم پانچ شینه استفاده میشود.
- اگر در هر فاز از تابلو برق تعداد شینه ها بیشتر از یک عدد باشد، باید میان شینه ها یکفاصله بهاندازه قطر هر شینه درست کرد.
- بهطورکلی در محاسبههای شینه کشی، اندازه شینه در شکلی که به فاز ربط داشته باشد بهاندازه ۱۰۰ و ۱۰ در نظر گرفته میشود، در این حالت جریان واردی به تابلو را باید ضربدر ۱.۵ کنند.

خلاصه مقاله
شینه ها در تابلوهای برق با جریان بالا استفاده می شوند و برای اتصال فیدرها به شینه از قطعه ای به نام شینه مسی استفاده می شود. جلوی افتادن خش بر روی سطح اتصال شمش، مکان وصل شدن دو شمش و گوشه های تیز شینه ها را باید تمیز و پرداخت کرد. استفاده از شینه بندی برای جریان های بالاتر از 160 آمپر ضروری است.
- – برای تعیین ابعاد شینه کار کافی است با در نظر گرفتن جریان اسمی کلید، اندازه لازم شینه را با کمک جدولهای استاندارد انتخاب کنید.
– برای وصل کردن دو شینه به همدیگر، شینه فرعی باید بهاندازه سطح یک مربع بهاندازه همان شینه به باسبار متصل باشد و تعداد پیچ و سوراخها حداقل باید ۸۰ عدد باشد.
– جریان لازم در باسبار باید حدود یک و نیم برابر جریان کلید اصلی باشد و زاویه خم شینه نباید کمتر از ۹۰ درجه باشد.
– عوامل مهم در آرایش شینه ها شامل انعطافپذیری، مهم بودن بار و وضعیت محیطی، بهصرفهبودن، وضعیت فنی، امنیت نیروی کاری، راحتی طراحی و پیشبینی گسترش و آپدیت هستند.
– اصول و قوانین رایج در شینه کشی در تابلو برق شامل استفاده از شینه فرعی، زاویه خم شینه بیشتر از ۹۰ درجه، توجه به سطح تماس شینه ها، استفاده از پانچ شینه برای وصل کردن، تهیه یکفاصلهی میان شینه ها، و محاسبهی اندازه شینه به ازای هر فاز است.
سوالات متداول
1. چرا برای شینه کشی در تابلو برق از کابل استفاده نمی شود؟
– به دلیل جریان بالاتر از 160 آمپر که غیرممکن است و به همین دلیل شینه بندی در پروژه های صنعتی بسیار حائز اهمیت است.
2. چه مشکلاتی ممکن است در شینه کشی در تابلو برق به وجود آید؟
– افتادن خش بر روی سطح اتصال شمش، سمباده زدن و سنگ گرفتن بر روی پلیسه ها و ضایعات که در اثر سوراخکاری درست میشود را بگیرید. این مسئله باعث میشود که سطح اتصال شینه نامرتب شده و یکدستی آن از بین برود که درنتیجه این کار موجب اختلال درروند جریان شده، بهطوریکه جریان بهخوبی از آن عبور نمیکند و حرارت و گرمای زیادی را در آن نقطه ایجاد میکند.
3. چگونه می توان از سولفات شدن و ایجاد چربی بین دو شمش در طول زمان جلوگیری کرد؟
– مکان وصل شدن دو شمش را با مادههای مخصوص از بین برنده چربی مثل تینر بهطور کامل تمیز کنید و سپس بر روی آنها از گریسهای خاص برای این کار استفاده کنید.
4. چرا زاویه خم شینه نباید کمتر از ۹۰ درجه باشد؟
– زاویه خم شینه نباید کمتر از ۹۰ درجه باشد، چراکه در این بخش خمشده مولکولهای شینه مسی از هم دیگر جداشده و درنهایت مقاومت آنها بالاتر رفته و موجب کاهش جریان مجاز در آن بخش میشوند.
5. چه مسئولیت هایی بر عهده شخص یا تیمی که مشغول به شینه کشی در تابلو برق هستند قرار دارد؟
– ایجاد و حفظ امنیت نیروی کاری، راحت بودن نحوه طراحی و تعبیه آن، پیشبینی کردن میزان گسترش و آپدیت و مطابقت با اصول و قوانین رایج در شینه کشی در تابلو برق.